Fabricating a Bracket
Some time ago I acquired a Fuller and Johnson 11N-A1 clone, badged as "The Britstand Oil Engine". This version was made with a Wico EK magneto mounted on the side of the hopper above the pushrod. At some point in the past there had been some scavenging, and not only had the EK been liberated, but the mounting bracket had gone, too.
Fortunately, Ian M has a similar engine and was happy to loan me his bracket. It turned out to be an exact fit, and so I began fabricating a copy.
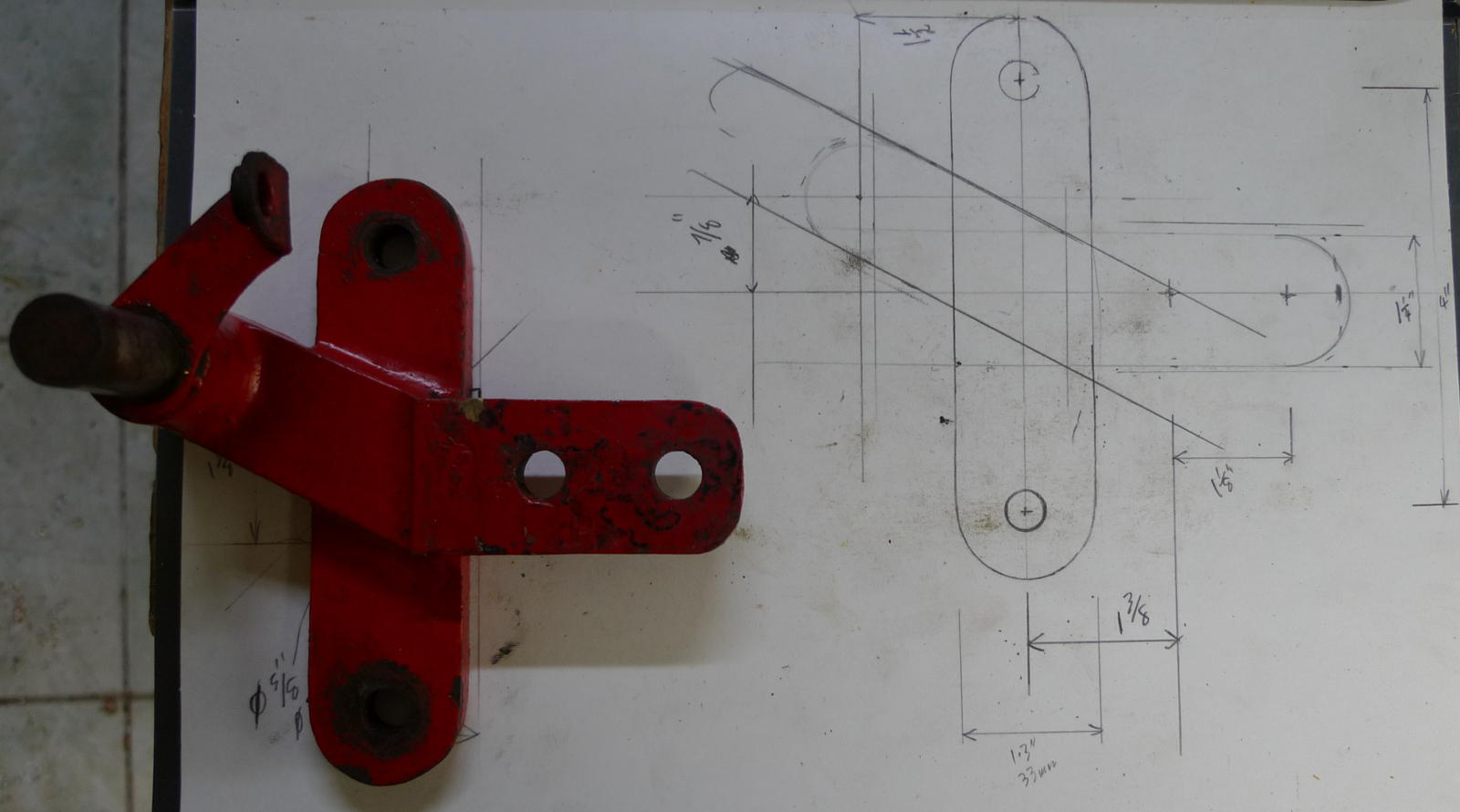
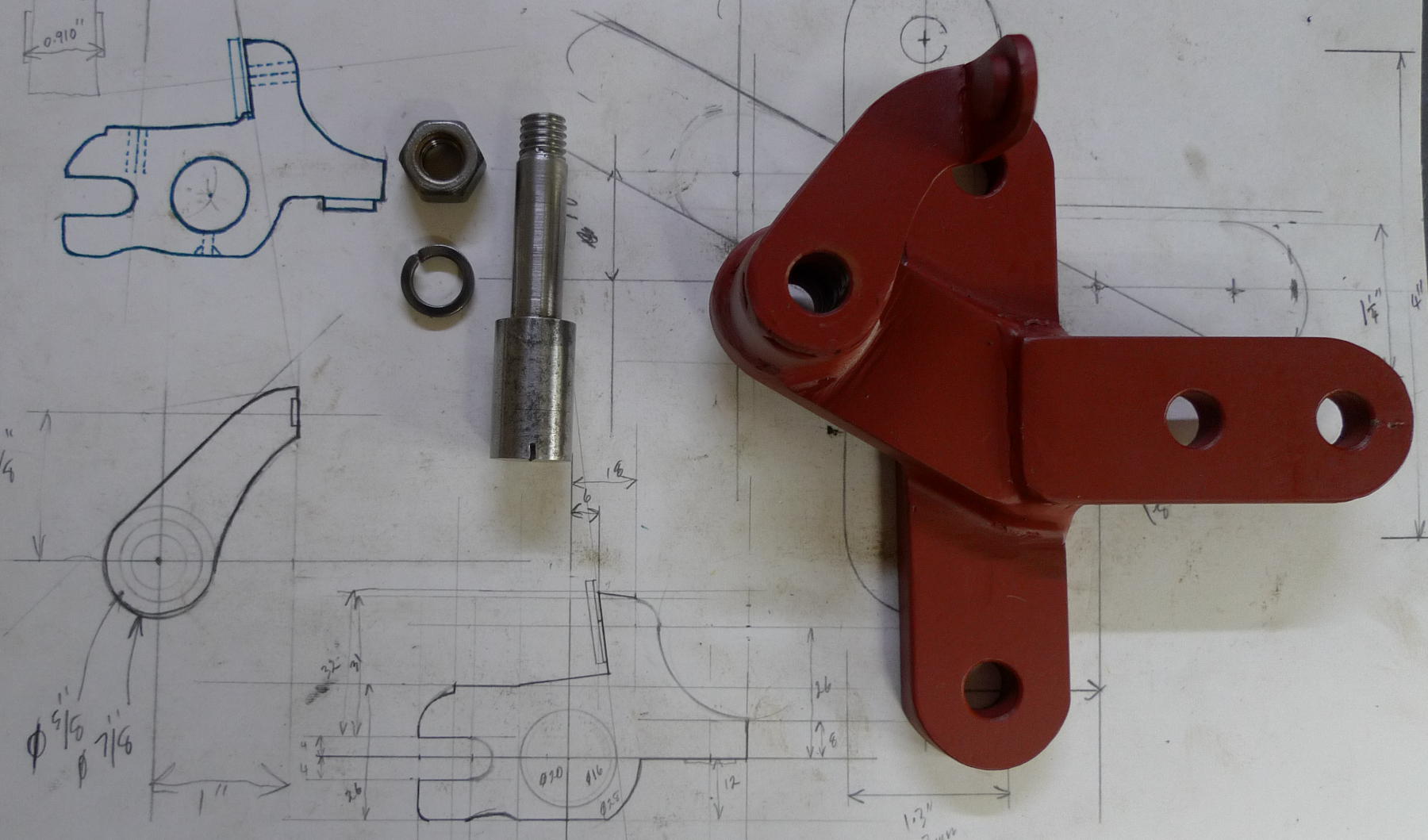
The original casting is somewhat complex, with mounting holes in three planes and the pivot support angling off to the side. Measuring the locations of all the holes in plan shows that they are all in common imperial fractions, even the pivot point and it's tension arm.
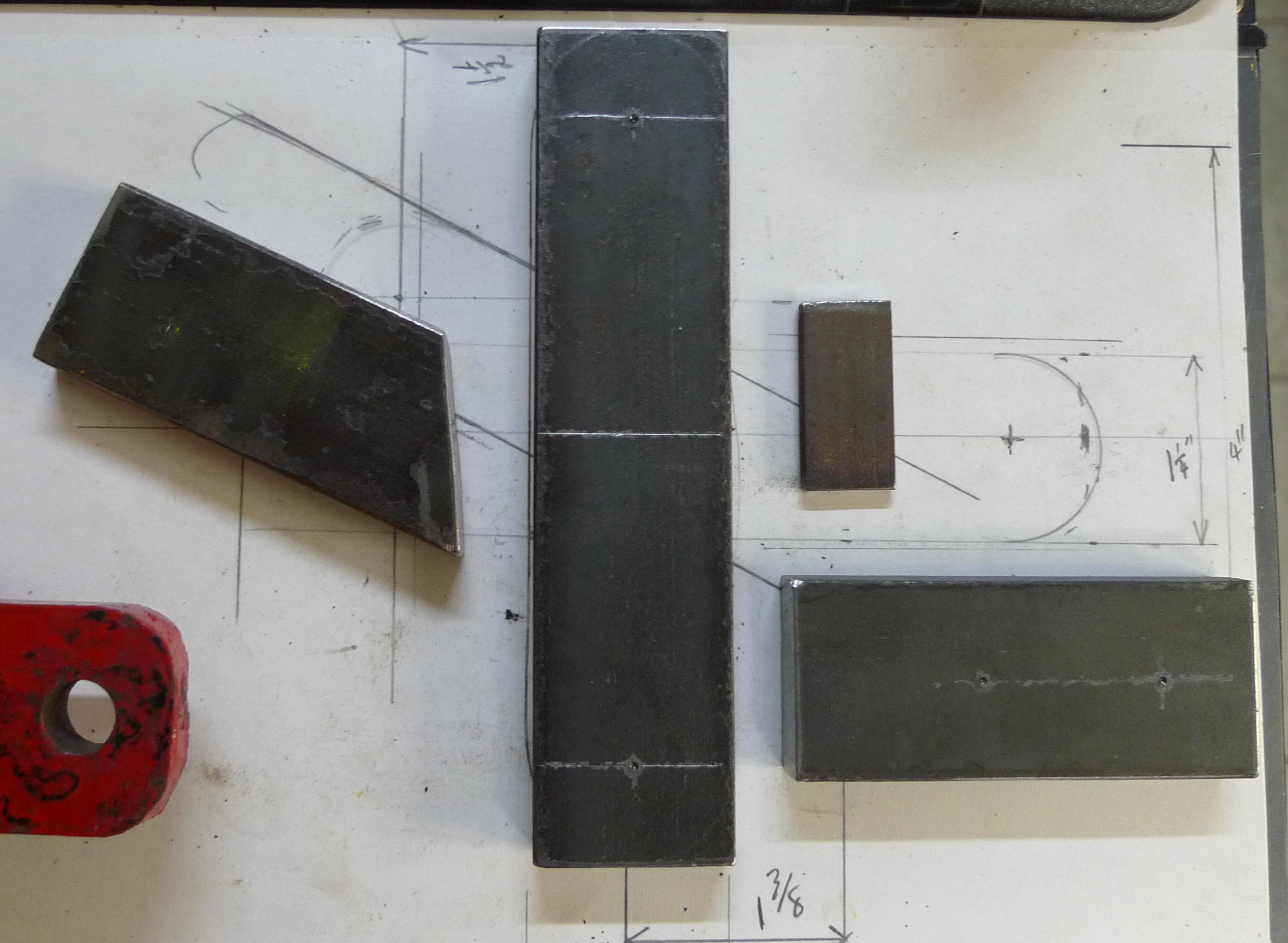
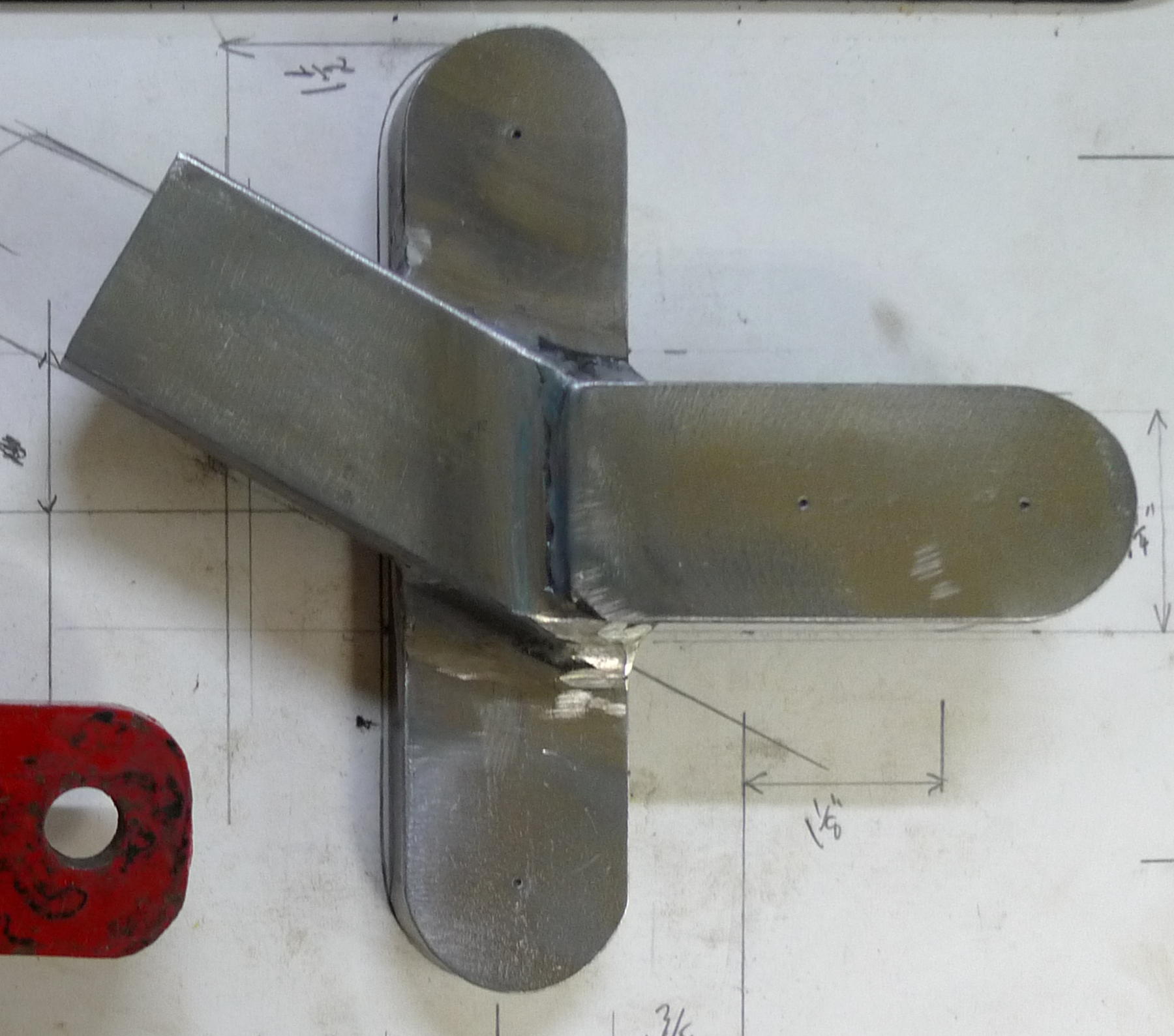
A piece of steel bar was located with the same dimensions as the arms and cut to size, along with the thin spacer needed to offset the EK mount from the rest of the assembly. The locations of all the holes and intersections of the pieces were marked and then the assembly was clamped and tacked together. Everything was re-measured and then solidly welded.
After grinding the welds pretty, the holes were re-measured and then drilled to size, followed by grinding the cut ends round.
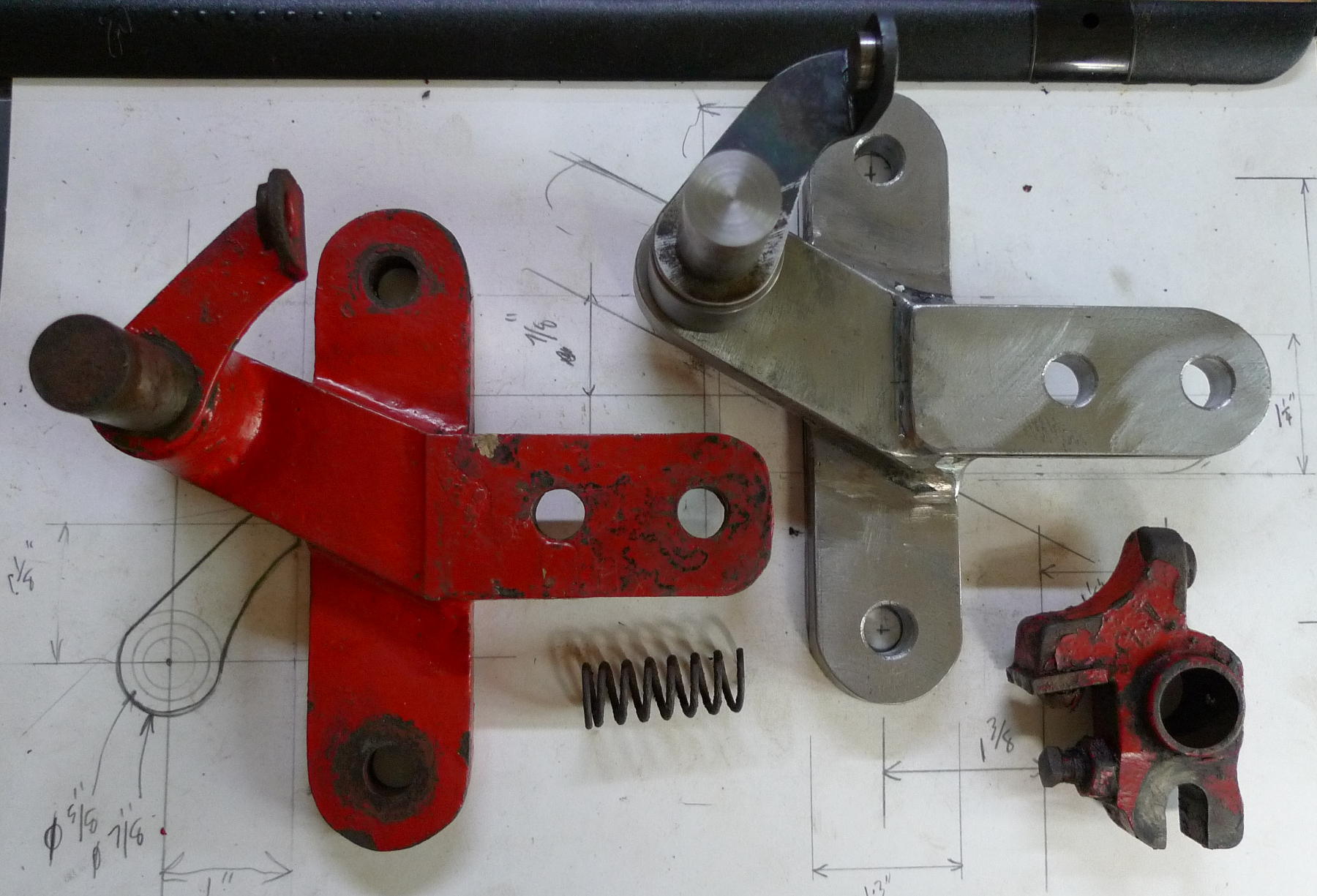
The trip pivot also holds a spring tension arm. It is simply a piece of thin steel which is bent 90° at the end with a locating pin for the spring to sit over. An outline was traced on a piece of 3/16" steel, allowing for the bend radius, then cut out and ground to shape. The end was heated and bent in a vice by eye.
The locating pin was made in the lathe as a rivet, pressed into the plate and the pressed-through end peened.
Finally the pivot bolt was used to hold the spring arm in place while it was welded to the arm, then the bracket was painted.
The assembly is now attached to the engine, which has since been restored by my father Allan.